Základné typy spájkovacích vĺn

 E-booky zdarma |
 Školení v oblasti pájení |
 ESD inspekce |
Spájkovanie vlnou je dnes najpoužívanejším a najrozšírenejším typom spájkovania dosiek s plošnými spojmi s vývodovými súčiastkami alebo v kombináciu so SMD. Spájkovacia vlna je schopná zapájať všetok sortiment dosiek plošných spojov, tj. jednovrstvové, dvojvrstvové a viacvrstvové. V nasledujúcom texte budú predstavené základné typy vĺn, ktoré dnes môžete vidieť u rôznych výrobcov. Predmetom textu nie je popis celého zariadenia, ale iba vlny, ktorá vykonáva vlastné spájkovanie dosky a súčiastok. Od základného typu vlny sa potom odvíja celá konštrukcia spájkovacieho stroja.
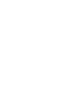
Strojne spájkovaný spoj vzniká priechodom dosky vrcholom vlny. Pohybujúca sa spájkovacia zliatina umožňuje preniknúť tlakom a kapilárnymi silami otvormi viacvrstvových dosiek a tak vytvoriť spájkovací kužeľ aj na strane súčiastok. Neustály pohyb vlny zaisťuje, že vrchol vlny je bez oxidov, a teda nedochádza k znehodnocovaniu spájkovaných miest. Prvé konštrukcie spájkovacej vlny sa snažili držať tradične rovného dopravníka (obr. 1a).
Pri vodorovnej konfigurácii dopravníka a vlny a pri určitej rýchlosti dopravníka V1 a rýchlosti vlny V2 nestačí spájka dostatočne rýchlo stiecť späť do vlny a vytvára sa závoj Y, ktorý vedie k vzniku kvapľov a mostíkov. Tu platí zásada, že V2>V1. Rýchlosť V2 je možné zvýšiť tým, že sa zvýši teplota spájky, čím sa zníži jej povrchové napätie. V praxi sa často nedarí všetky podmienky splniť. Obmedzenie vzniku kvapľov a mostíkov prepracovala firma Hollis. Veľkosť závoja Y je možné s úspechom znížiť naklonením dopravného systému o 4 až 8°.
Naklonením spájkovanej dosky (obr. 1b) sa podstatne podporí stekanie spájky zo závoja do vlny (hodnota Y sa zmenší). V minulosti na zníženie závoja Y sa používalo aj pripúšťanie oleja priamo do miesta spájkovania (prax uznávaná asi pred 20 rokmi). Olej podstatne znižoval povrchové napätie a tým aj zvýšil kvalitu spájkovaných spojov. Bohužiaľ táto metóda je dosť kritizovaná zo strany výrobcov nízkosušinových tavidiel, pretože prípadné zvyšky oleja je nutné odstrániť, čím sa neguje princíp bezoplachových tavidiel. Vlastný proces čistenia môže byť problematický, aj keď olej nie je korozívny.
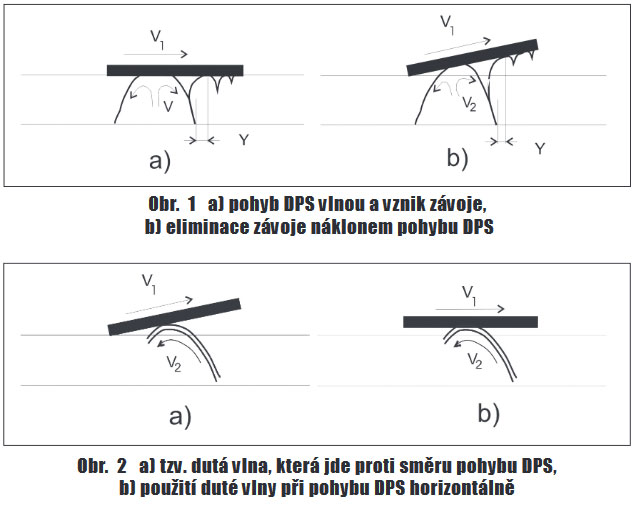
Vyššie uvedené skutočnosti neplatia pri tzv. dutej protibežnej vlne, ktorá je schopná DPS spájkovať vo vodorovnej polohe. Dutá vlna (obr. 2) pohybom proti smeru DPS veľmi efektívne eliminuje vznik mostíkov a kvapľov.
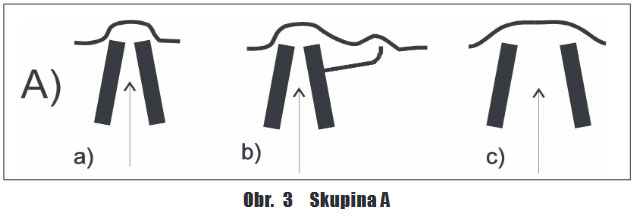
V praxi oba systémy majú svoje výhody a nevýhody. Mnoho výrobcov kombinuje oba systémy, aby maximálne využilo ich kladné vlastnosti. Skupinu A (obr. 3) tvoria obojstranné vlny. Mechanickým čerpadlom je vháňaná spájkovacia zliatina do trysky, ktorá potom preteká cez jej okraj a tvorí požadovaný tvar. Typ a) a c) je jednoduchá vlna najčastejšie používaného typu. Je možné ho vidieť u prevažnej väčšiny výrobcov. Modifikácia b) je snaha vytvoriť tzv. dvojitú vlnu jednou tryskou. Znížená druhá vlna zníži vznik kvapľníkov. Skupinou A) nie je problém spájkovať klasickú montáž na jednostranných aj viacvrstvových doskách s pokovovanými otvormi.
Skupina B (obr. 4) sú tzv. spätné (reflexné) vlny: d) delta vlna, e) dutá, f) turbulentná. Tieto vlny idú proti smeru pohybu spájkovanej dosky, čím podstatne obmedzujú vznik kvapľníkov. To má za následok, že je možné znížiť náklon dopravníka a dokonca úplne odstrániť prvky, ktoré znižujú povrchové napätie na zliatine. V prípade dutej vlny (typ e) je možné spájkovať DPS pohybujúce sa horizontálne.
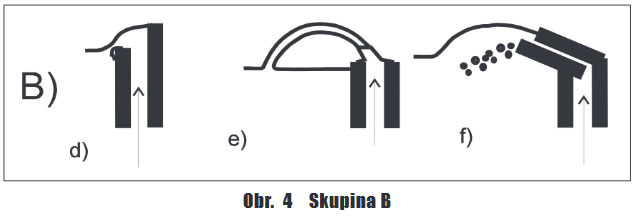
Na záver možno dodať, že väčšina výrobcov dnes používa kombinácie vĺn zo skupiny A a B. Spojením oboch vĺn vznikne tzv. dvojitá vlna, ktorej účelom je dokonale spájkovať aj zložité dosky s kombinovanou montážou tj vývodových a SMD súčiastok. Použitie jednoduchej vlny zo skupiny A je vhodné iba na spájkovanie vývodových súčiastok. Pokiaľ vytvoríme kombináciu s niektorou z vĺn zo skupiny B, je možné spájkovať aj SMD. Samostatnú kapitolu tvorí vlna typu e), ktorá je s výhodou použiteľná ako na spájkovanie vývodových súčiastok, tak na SMD.
Kategórie produktov
|
|
Spájkovacie vlny |