Možnosti výroby prototypových DPS

 E-booky zdarma |
 Školení v oblasti pájení |
 ESD inspekce |

Mokrý proces - chemická cesta - jednoduchá cesta, ale problémom je vznikajúci chemický odpad - žieraviny. Žieraviny je nutné likvidovať podľa platnej legislatívy. Likvidácia je finančne náročná a vždy podlieha kontrole štátnych úradov.
Každé pracovisko s chemickým procesom vyžaduje:
- Stanovený plán rizík (zaradenie všetkých pracovníkov do určených skupín rizík podľa ich výkonu práce).
- Informačné tabuľky (tabuľky označujúce pracovisko, nebezpečenstvo na pracovisku, vodné zdroje atď.)Prvá pomoc – informácie (lekárnička
- vybavená určenými prostriedkami a liekmi nutnými na ošetrenie poranení vzniknutých pri práci s chemikáliami, informačné tabuľky atď.).
- Plán odpadového hospodárstva (uskladnenie chemikálií, odvoz použitých chemikálií).
- Školenie bezpečnosti práce vrátane školenia prvej pomoci pre všetkých, ktorí na pracovisku s chemikáliami pracujú.

Proces nie je zložitý, ale treba ho dodržiavať. Na všetky činnosti existujú spoločnosti s potrebnými znalosťami a povoleniami. Vždy odporúčame dodržiavať zákony!
Suchý proces - nechemická cesta - frézovanie DPS na CNC strojoch napr. TECHNODRILL. Pri tejto technológii nevzniká žiadny nebezpečný odpad. Táto technológia nie je vhodná na väčšie série. CNC frézka je 3D fréza s plne programovateľnou osou Z. Riadiacim softvérom je Galaad.
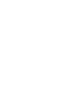
Porovnanie jednotlivých operácií v oboch procesoch:
Mokrý proces: výroba DPS chemickou cestou
Stále najpoužívanejšia metóda pre jej relatívnu jednoduchosť a výslednú kvalitu tlačeného spoja.
Skladá sa z nasledujúcich krokov:
1. Vytvorenie filmovej predlohy
Akosť prenášaného motívu spojov je veľmi dôležitá pre proces výroby. Vodiče sú čierne a zvyšok musí byť dokonale priesvitný. Motív môže byť aj negatívny, ale v bežnej praxi sa používa pozitívny. Na bežných tlačiarňach nie je možné vytvoriť kvalitnú sýtu čiernu farbu. Kvalita obrazca predstavuje asi 60 % konečného výsledku. Kvalita motívu spojov (ako čiar a sýtosť čiernej) je daná kvalitou filmu, resp. jeho nasvietením – kvalitou predlohy.
Na vytvorenie filmu profesionálnej kvality je možné použiť fotoploter alebo tlačiarenskú osvitovú jednotku. Predlohy pre jednoduchšie motívy (podľa zložitosti motívu a hrúbok spojov) je možné vytvoriť na atramentových tlačiarňach, atramentových fototlačiarňach alebo na laserových tlačiarňach.
2. Vyvŕtanie otvorov v DPS pred osvitom – v prípade, že je k dispozícii CNC vŕtačka.
3. Nanesenie fotocitlivej vrstvy na DPS (alebo použitie DPS s nanesenou fotocitlivou vrstvou).
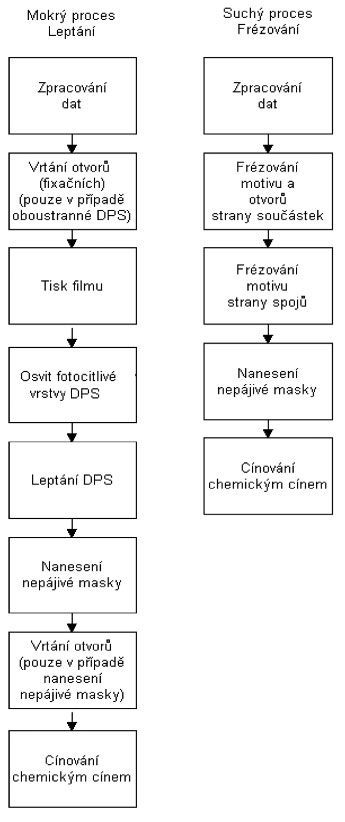
4. Exponovanie DPS

Řez typickou DPS snanesenou pozitivní vrstvou
Na základnom laminátovom materiáli smedia je nanesená fotocitlivá vrstva (živica – 5μm),
ktorá je zakrytá nepriehľadnou fóliou. Nepriehľadná fólia chráni fotocitlivú vrstvu proti osvieteniu.
Účelom expozičnej jednotky je vysielať cez motív spojov (film s obrazcom spojov) ultrafialové žiarenie (dĺžka vlny 365 nanometrov). V prípade pozitívneho obrazca, UV svetlo degraduje fotocitlivú vrstvu, ktorá je v následnom kroku odleptaná. UV trubice vyžarujú iba zo svojho priemeru. Ak treba zvýšiť expozičný priestor, musíme vzdialiť UV trubice alebo zvýšiť počet trubíc. Ak zdvojnásobíme priestor, čas sa štvornásobí. Vzdialenosť medzi trubicami a vzdialenosť trubice a filmu musí byť vždy vzdialenosť, ktorá sa rovná priemeru trubice. Vysvetlenie je zrejmé na obrázku.
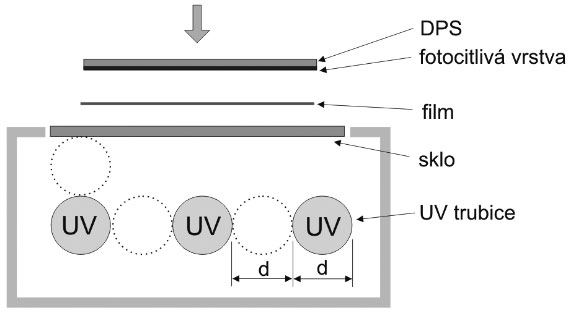
UV jednotka je opatrená zdrojom UV žiarenia, sklom a prítlačným mechanizmom. Na
obrázku je vidieť polohové rozmiestnenie zdroja žiarenia, filmu (označené ako „originál“)
a DPS s fotocitlivou vrstvou (označ. ako „živica“).
5. Leptanie DPS
Najrozšírenejším procesom je iba chemický proces (bez mechanického pôsobenia leptacieho média). DPS sa položí na hladinu leptacieho média. DPS je držaná povrchovým napätím kvapaliny nahladine a medium na ňu pôsobí zo spodnej strany, kým sa DPS nevyleptá. Tento proces nie je ideálny pre obojstranné DPS, pretože sa doska musí leptať v dvoch fázach, najprv 1. a potom 2. strana. Tento proces trvá cca 15 až 20 minút podľa stavu média a jeho teploty. Počas leptania je nutné DPS kontrolovať, aby nedošlo k podleptání.
Uvedením leptacieho média do pohybu podstatne zvýšime účinnosť leptania. Skráti sa doba, ale obmedzí sa aj možnosť podleptání. Na leptanie sú určené špeciálne leptacie zariadenia, ktoré je možné rozdeliť na penové, vzduchové/bublinové a sprejové. Záverečnou operáciou je opláchnutie DPS vo vlažnej vode.
POZOR !!!!! Je nutné mať na pamäti, že pracujete so žieravinami, a je potrebné dodržiavať bezpečnosť práce, ako aj zákony vzťahujúce sa na použitie týchto látok. V poslednom rade by ste mali mať spracovaný plán odpadového hospodárstva.
6. Vyvŕtanie DPS – v prípade, že nie je k dispozícii CNC vŕtačka
Vyvŕtanie DPS na ručnom vertikálnom vyvrtávacom zariadení alebo ručnou vŕtačkou. Vŕtačky sa líšia počtom otáčok a kvalitou vedenia.
7. Nanesenie nepájivej masky (nie je však podmienkou)
8. Pokrytie chemickým cínom alebo iným kovom (nie je podmienkou)
Na medený povrch sa nanáša veľmi tenká vrstva cínu. Tento cín bude do skoro chrániť meď pred oxidáciou a zaistí dobrú spájkovateľnosť dosky. Proces spočíva v nanesení roztoku, ktorý obsahuje cín. Vlastné nanesenie sa vykonáva ponorením do roztoku.
9. Formátovanie DPS
Formátovanie DPS sa vykonáva pomocou nožníc, lupienkovej pílky alebo CNC frézou. Ideálne nožnice na strihanie DPS dopadajú na DPS kolmo (padacie nožnice).
Suchý proces - výroba DPS frézovaním - nechemickou cestou
Frézovanie DPS na CNC frézach. CNC musí byť dostatočne tuhé, čím je daná presnosť a opakovateľnosť. Výhodou je možnosť výroby DPS takmer ľubovoľných tvarov. S pomocou riaditeľnej osi Z je možné frézovať aj 3D tvary.
CNC frézka používa tri druhy nástrojov:
- Vrtáky – na vŕtanie otvorov (cena 30 až 40 Sk)
- Frézky – frézovanie motívov obrazca plošných spojov, plastov, kovov atď (60 až 70 Sk)
- Špeciálne nástroje na frézovanie DPS jemných rozstupov – (900 až 1100 Sk)
Súčasťou CNC frézky je plnohodnotný softvér Galaad, ktorý je schopný riadiť všetky tri osi. Import dát je zaistený z takmer všetkých známych formátov. Pre frézovanie DPS je softvérový doplnok Percival, dáta sú importované z formátu Gerber.
Životnosť nástrojov
Životnosť nástrojov udáva vždy výrobca nástrojov v metroch a môže sa líšiť podľa kvality použitého materiálu nástroja. Všeobecne sa však dá povedať, že na prototypovú výrobu sa životnosť udáva na týždne a to vzhľadom na počet obrábaných dielov.
Kategórie produktov
|
|
CNC frézky a vŕtačky |
|
|
Leptacie jednotky |
|
|
UV expozičné jednotky |
|
|
Deličky DPS |
|
|
Vrtáky a frézy |